 Svenska
Svenska-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 - Svenska
-
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


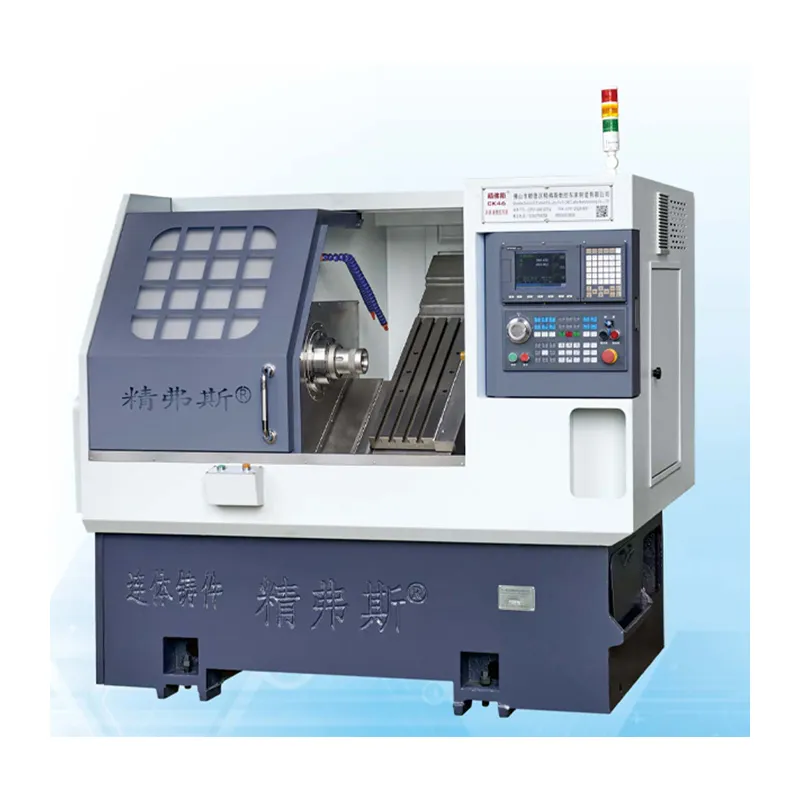
Strukturell layout och egenskaper hos CNC -svarvar
CNC -svarvarär också sammansatta av en spindelbox, en verktygshållare, ett foderöverföringssystem, en bädd, ett hydrauliskt system, ett kylsystem, ett smörjsystem etc., men matningssystemet för en CNC -svarv skiljer sig i huvudsak från det för en horisontell svarv i struktur. Rörelsen av spindeln i en horisontell svarv överförs till verktygshållaren genom en hängande hjulram, en foderlåda och en glidbox för att uppnå longitudinella och tvärgående foderrörelser, medan CNC-svarter använder servomotorer, som överförs till glidplattan och verktygshållaren genom en bollskruv för att uppnå Z-DIRECTION (longitudination) och z-direktion. CNC -svarvar har också olika gängade funktioner, och rörelseslutningen mellan spindelrotationen och verktygshållarens rörelse styrs av ett CNC -system. En pulskodare installeras i spindellådan i en CNC -svarv, och spindelens rörelse överförs till pulskodaren genom ett synkron tandbälte. När spindeln roterar skickar pulskodaren en detekteringspulssignal till CNC -systemet, så att rotationen av spindelmotorn och skärningsmatningen på verktygshållaren upprätthåller rörelseanslutningen som krävs för att bearbeta tråden, det vill säga när tråden bearbetas, roterar spindeln en gång och verktygshållaren rör sig arbetet i Z -riktningen med en ledning.
Layouten på spindel-, svansstocken och andra komponenter i CNC -svarven relativt sängen är i princip densamma som den för den horisontella svarven, medan utformningen av verktygshållaren och styrskenan har genomgått en grundläggande förändring. Detta beror på att utformningen av verktygshållaren och styrskenan direkt påverkar applikationsfunktionen, strukturen och utseendet på CNC -svarven. DessutomCNC -svarvarär utrustade med stängd skyddsutrustning. Layout av säng- och guideståg. Det finns fyra layouter av den relativa positionen för CNC svarvbädds järnväg och det horisontella planet. Den horisontella sängen har god bearbetbarhet och är bekväm för bearbetning av styrskenytan. Den horisontella bädden utrustad med en horisontellt utrustad kniv kan öka rörelseshastigheten för verktygshållaren, som i allmänhet kan användas för utformningen av stora CNC -svarvar eller små precision CNC -svarvar. Utrymmet under den horisontella bädden är emellertid liten, vilket gör att chipavlägsnande är svårt. Ur perspektivet av strukturella dimensioner gör den horisontella placeringen av verktygshållaren den laterala dimensionen på bilden längre, vilket ökar den strukturella dimensionen i bredden för maskinverktyget. Layoutläget för den horisontella bädden med en snett placerad bild och utrustad med ett snett styrskena skyddande täckning, å ena sidan, har egenskaperna för god bearbetbarhet för den horisontella bädden; Å andra sidan är dimensionen på maskinverktyget i bredden mindre än den för den horisontella utrustade bilden och chipavlägsningen är bekväm. Layoutläget för den horisontella bädden med en snett placerad bild och den lutande bädden utrustad med en lutande bild används allmänt av små och medelstora CNC-svarvar. Detta beror på att dessa två layoutlägen är enkla att ta bort chips, chips kommer inte att ackumuleras på styrskenan, och det är också bekvämt att installera en automatisk chiptransportör; Det är enkelt att använda och lätt att installera en manipulator för att uppnå en-maskin automatisering; Maskinverktyget upptar ett litet område, har ett enkelt och vackert utseende och är lätt att uppnå ett stängt skydd.
Verktygshållaren av CNC svarv är en viktig del av maskinverktyget. Verktygshållaren används för att klämma fast skärverktyget. Därför påverkar dess struktur direkt maskinverktygets skärkraft. I viss utsträckning återspeglar verktygshållarens struktur och funktion planerings- och tillverkningsnivån för CNC -svarven. Med den kontinuerliga utvecklingen av CNC -svarvar har verktygshållarstrukturen kontinuerligt förnyats, men generellt sett kan den grovt delas upp i två kategorier, nämligen radverktygshållaren och Turret Tool Holder. Vissa vändningscentra använder också automatisk verktygsbytesutrustning med verktygsmagasiner. Radverktygshållaren används vanligtvis för småCNC -svarvar. Olika verktyg placeras och är klämda på en rörlig bild, och automatisk positionering kan uppnås när du byter verktyg. Turret -verktygshållaren kallas också en torn eller ett verktygstabell och har två strukturella former: vertikalt och horisontellt. Den har en automatisk positioneringsanordning med flera verktyg, och den automatiska verktygets ändringsåtgärd för maskinverktyget uppnås genom rotation, indexering och positionering av tornhuvudet. Turret -verktygshållaren bör ha exakt indexering, tillförlitlig positionering, hög upprepad positioneringsnoggrannhet, snabb indexeringshastighet och god klämprestanda för att säkerställa CNC -svarvens höga precision och höga effektivitet. Vissa tornverktygshållare kan inte bara uppnå automatisk positionering utan också överföra kraft. För närvarande använder tvåaxlarna kopplings svarvar mestadels 12-stationens tornverktygshållare, och det finns också 6-stations-, 8-stations- och 10-stationens tornverktygshållare. Det finns två sätt att ordna tornverktygshållaren på maskinverktyget: en är en tornverktygshållare för bearbetning av skivdelar, vars roterande axel är vinkelrätt mot spindeln; Den andra är en tornverktygshållare för bearbetning av axel och skivdelar, vars roterande axel är parallell med spindeln.
Sängen på CNC-svarv med fyra axlar är utrustad med två oberoende objektglas och tornverktygshållare, så den kallas en dubbel-turret fyraxel CNC-svarv. Under denna period styrs skärningsmatningen för varje verktygshållare separat, så att de två verktygsinnehavarna kan klippa olika delar av samma arbetsstycke samtidigt, vilket inte bara utvidgar bearbetningsskalan utan också förbättrar behandlingseffektiviteten. CNC-svarv med fyra axlar har en komplex struktur och måste utrustas med ett speciellt CNC-system för att slutföra kontrollen av de två oberoende verktygsinnehavarna. Det är lämpligt för bearbetning av vevaxlar, flygplansdelar och andra delar med komplexa former och stora partier.
Skicka förfrågan


X
Vi använder cookies för att ge dig en bättre webbupplevelse, analysera webbplatstrafik och anpassa innehåll. Genom att använda denna sida godkänner du vår användning av cookies.
Sekretesspolicy