 Svenska
Svenska-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 - Svenska
-
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


Faktorer som påverkar hastigheten på CNC -svarvar
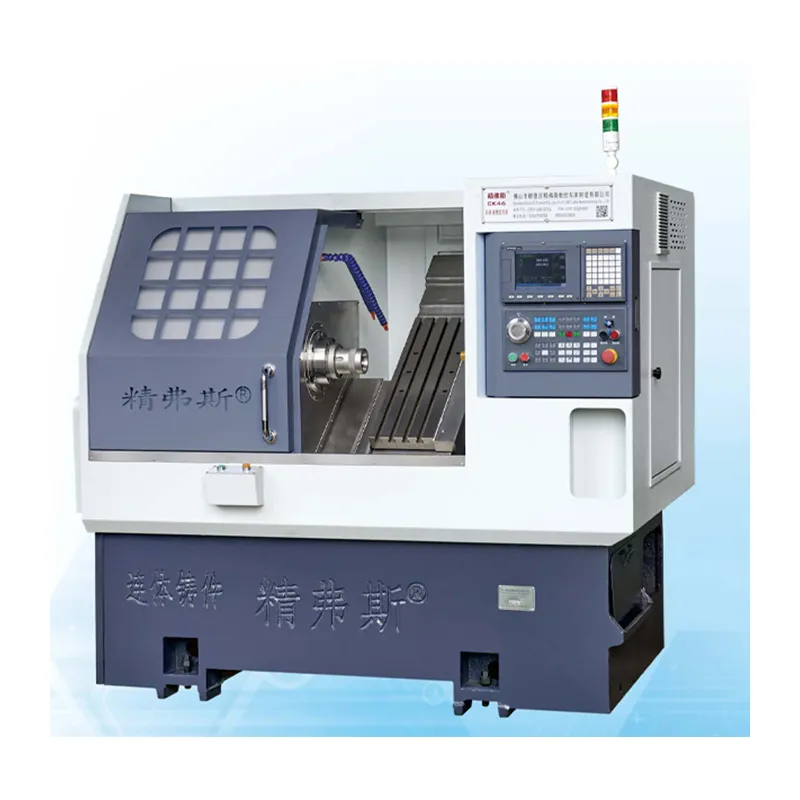
Traditionell mekanisk bearbetning görs genom att manuellt använda vanliga maskinverktyg. Under bearbetningen skakas mekaniska verktyg för hand för att klippa metall, och produktens noggrannhet mäts med ögon med hjälp av verktyg som bromsok. Modern industri har länge använt dator digitalt kontrollerade maskinverktyg för verksamheten.CNC -maskinverktygKan automatiskt bearbeta alla produkter och delar direkt enligt programmet förprogrammerat av tekniker. Detta är vad vi kallar CNC -bearbetning. CNC -bearbetning används ofta inom alla områden för mekanisk bearbetning, och det är utvecklingstrenden och viktiga och nödvändiga tekniska medel för mögelbehandling.
CNC -svarvar har bearbetningsteknologi som andra maskiner inte kan uppnå i användning, och de är också otvetydiga när det gäller att producera svåra och komplexa delar. Vid programmering av CNC -svarvar måste uppmärksamhet ägnas åt skärmängden i varje process, och skärmängden måste väljas korrekt vid användning, vilket kan förbättra produktens kvalitet och produktion. Förhållandena som i allmänhet påverkar skärhastigheten, djupet och matningshastigheten inkluderar styvheten hos maskinverktyg, verktyg, skärverktyg och arbetsstycken; skärhastighet, skärande djup, skärning av matningshastigheten; arbetsstycke noggrannhet och ytråhet; Verktygets livslängd och produktivitet; Typ av skärvätska, kylmetod; Hårdhet och värmebehandling av arbetsstycksmaterial; antal arbetsstycken; Livet för maskinverktyg.
Olika verktygsmaterial har olika tillåtna skärhastigheter: Den högtemperaturbeständiga skärhastigheten för höghastighetsstålverktyg är mindre än 50 m/min, den högtemperaturbeständiga skärhastigheten för karbidverktyg kan nå mer än 100 m/min, och den hög temperaturbeständiga skärhastigheten för keramiska verktyg kan nå upp till 1000 m/min.
Arbetsstycksmaterial: Hårdheten i arbetsstyckets material kommer att påverka verktygets skärhastighet. Skärhastigheten bör minskas när samma verktyg bearbetar hårda material, medan skärhastigheten kan ökas vid bearbetning av mjukare material.
Verktygslivslängd: Om verktygslivet (livet) krävs för att vara lång, bör en lägre skärhastighet användas. Tvärtom, en högre skärhastighet kan användas.
Skärdjup och fodermängd: Ju större skärdjup och matningsmängd, desto större skärmotstånd och desto större skärvärme, så att skärhastigheten bör minskas.
Verktygsform: formen på verktyget, storleken på vinkeln och skärpan på skärkanten kommer att påverka valet av skärhastigheten.
Skicka förfrågan


X
Vi använder cookies för att ge dig en bättre webbupplevelse, analysera webbplatstrafik och anpassa innehåll. Genom att använda denna sida godkänner du vår användning av cookies.
Sekretesspolicy