 Svenska
Svenska-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 - Svenska
-
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


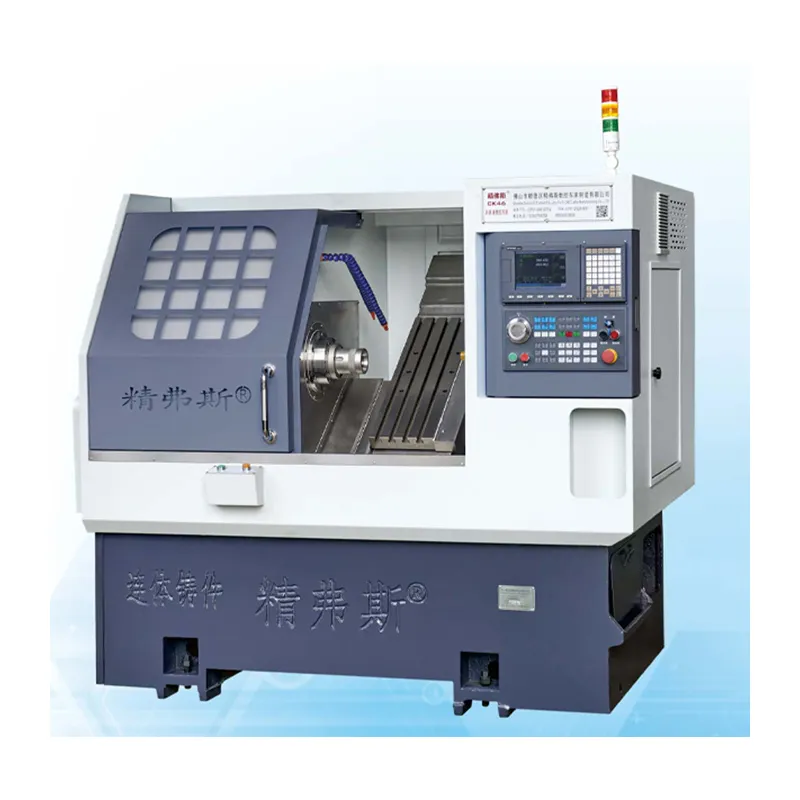
Hur väljer jag riktningen och handlingspunkten för klämkraften för CNC -maskinverktyg?
1. Klämkraften bör riktas mot huvudpositioneringsreferensen. Arbetsstycket har ett vertikalt krav med /4 -ytan. Därför används A -ytan som huvudpositioneringsbasytan under bearbetning, och riktningen för klämkraften F bör riktas mot /4 -ytan. Om klämkraften ändras till B -ytan på grund av vinkelfelet mellan sidan /4Cnc svarvDel och den nedre ytan B förstörs arbetsstyckets positioneringsposition under klämma, vilket påverkar vertikalitetskravet för hålet och /4 -ytan.
2. Klämkraftspunkten bör falla inom stödområdet för positioneringselementet och vara nära det geometriska centrumet för det stödjande elementet. Klämkraften verkar utanför stödytan, vilket får arbetsstycket att luta och röra sig och förstöra arbetsstyckets positionering.
3. Riktningen för klämkraften bör vara gynnsam för att minska storleken på klämkraften. Vid borrhål A är riktningen för klämkraften densamma som den axiella skärkraften F. Riktningen för arbetsstyckets tyngdkraft C är densamma, och den klämkraft som krävs för bearbetningsprocessen är mindre.
4. Klämkraftens riktning och handlingspunkt bör appliceras på riktningen och positionen med bättre styvhet hos CNC -svarvdelarna. Den axiella styvheten hos det tunnväggiga hylsarbetsstycket är bättre än den radiella styvheten, och klämkraften bör appliceras i axiell riktning; När den tunnväggiga lådan är klämd, bör den agera på den konvexa kanten med bättre styvhet; När lådan inte har någon konvex kant kan enkelpunktsklämman ändras till trepunkts kläm.
5. Klämkraftspunkten bör vara så nära arbetsstyckets bearbetningsyta som möjligt. För att förbättra styvheten i arbetsstyckets bearbetningsdel och förhindra eller minska vibrationen i arbetsstycket, bör klämkraftspunkten vara så nära bearbetningsytan som möjligt. När gaffeln är fastspänd, är den huvudsakliga klämkraften F: verkar vertikalt på huvudpositioneringsbasytan och hjälpstöden ligger nära bearbetningsytan. Vid applicering av lämplig extra klämkraft kan installationsstyvheten på arbetsstycket förbättras.
Skicka förfrågan


X
Vi använder cookies för att ge dig en bättre webbupplevelse, analysera webbplatstrafik och anpassa innehåll. Genom att använda denna sida godkänner du vår användning av cookies.
Sekretesspolicy