 Svenska
Svenska-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 - Svenska
-
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português








Inre tre-kurv spårsvarvning och fräsmaskin
Jingfusi® inre tre-kurv spårsvarvning och fräsmaskin är ett specialiserat bearbetningsverktyg som används för precisionsbearbetning av inre spår med tre böjda eller konturerade ytor. Denna inre tre-kurva spårsvarvning och fräsmaskin används ofta i industrier som kräver tillverkning av komplexa delar med inre spår eller profiler som inte enkelt kan skapas med konventionella bearbetningsmetoder.
Modell:CK46-3+2
Skicka förfrågan
Produktbeskrivning
Även om de främst används för bearbetning av inre spår, kan dessa maskiner också hantera andra bearbetningsoperationer, vilket gör dem mångsidiga för ett brett spektrum av applikationer. Branscher som flygindustrin, tillverkning av medicintekniska produkter, fordonsindustri och precisionsteknik förlitar sig ofta på dessa maskiner för att producera komplicerade komponenter med hög precision. Inre tre-kurva spårsvarvnings- och fräsmaskiner kan bearbeta olika material, inklusive metaller, plaster och kompositer, beroende på de specifika bearbetningsbehoven.
Maskinresediagram

Produktinformation

Parameterlista
| Artikel | enhet | Specifikation |
| Max. vridningsdiameter | mm | 250 |
| Max. svängdiam. över svarv | mm | Ø500 |
| Max. vriddiameter genom glidbädd | mm | Ø160 |
| Lutande säng grad | grad | 35° |
| X-axel effektiv rörelse | mm | 1000 |
| Z-axel effektiv rörelse | mm | 400 |
| X/Z-axel max. snabb färdhastighet | m/min | 24 |
| Basyta av gjutjärn | ㎡ | 1,8 x 1,1 |
| Maskinstorlek: L x B x H | mm | 2100 x 1580 x 1800 |
| Maskinens nettovikt | kg | 2600 |
| verktyg nr. | st | 8 |
| Fyrkantiga verktyg | mm | 20 x 20 |
| Hålknivsstorlek | mm | Ø20 |
| Total häst | kw | 13 |
| Genomsnittlig strömförbrukning | kw/h | 2 |
| Spindel ansiktsform |
|
A2-5 |
| Spindelhastighet | r/min | 6000 |
| Spindelhastighetsinställning | r/min | 1-4500 |
| Spindelns nominella vridmoment | Nm | 35Nm (1500r/min) |
| Maximal stångdiameter | mm | Ø45 |
Verktygsmaskin noggrannhet
| Maskinnoggrannhet, Jingfus-faktor standard: | ||||
| Stort testobjekt | Schematiskt diagram | Fabriksstandard | ||
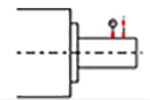
| Spindel radiell takt, |
 |
Upptäck löpning av yttre kon | 0.0035 | |
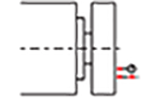
| X-axelns repetition, X |
 |
Upptäck upprepad positionering av X-axeln. Obs: Förutsäg först cirka 50 gånger för att kompensera felet för den kalla motorn och den varma motorn, och detektera sedan den upprepade positioneringen. | 0.003 | |
| Z-axelns repetition, Z |
 |
Upptäck upprepad positionering på Z-axeln. Obs: Förutsäg först cirka 50 gånger för att kompensera felet för den kalla motorn och den varma motorn, och detektera sedan den upprepade positioneringen. | 0.003 | |
| C-axelns repetition, C |
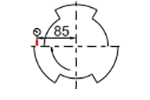 |
Upptäck ompositioneringen av C-axelns fixpunkt, notera: förutsäg först cirka 50 gånger för att kompensera felet för den kalla motorn och heta motorn, och detektera sedan den upprepade positioneringen | 20 bågsekunder | |
| C-axelposition roterande, C |
 |
Upptäck den slumpmässiga positionsnoggrannheten för C-axeln, notera: förutsäg först cirka 50 gånger för att kompensera felet för den kalla motorn och heta motorn, och kontrollera sedan de upprepade inställningarna | 72 bågsekunder | |
| Om kunden vill testa ISO- eller VD1-noggrannheten för X/Z/Y-axeln, ska det fastställas vid tidpunkten för kontraktsskrivning. Kunden måste testa denna artikel samtidigt som Jingfusi Factory har godkänts. | ||||
Hot Tags: Inre tre-kurv spårsvarvning och fräsmaskin, Kina, tillverkare, leverantörer, fabrik, kvalitet, prislista
Skicka förfrågan
Lämna gärna din förfrågan i formuläret nedan. Vi kommer att svara dig inom 24 timmar.








X
Vi använder cookies för att ge dig en bättre webbupplevelse, analysera webbplatstrafik och anpassa innehåll. Genom att använda denna sida godkänner du vår användning av cookies.
Sekretesspolicy